One of the most asked questions from manufacturing leadership is “How do I stack up against the competition?” And for those who are embracing lean, one of the metrics they always seem concerned with is OEE or Overall Equipment Effectiveness.
For those that are new to OEE, it is simply a measure of a piece of equipment’s effectiveness calculated by taking the product of the availability of the equipment, the quality of the product produced on the equipment, and the performance as compared to theoretical maximum capacity. For a detailed explanation see my colleague Matthew Littlefield’s blog post on understanding the OEE formula.
A common perception is that 0.85 or 85% is “world class” and many clients ask how they can get their operation to that target. In this post, I'm going to discuss what you need to know about OEE, so you can make sure it's used in the right way.
Don’t Be Misled By a Single Number
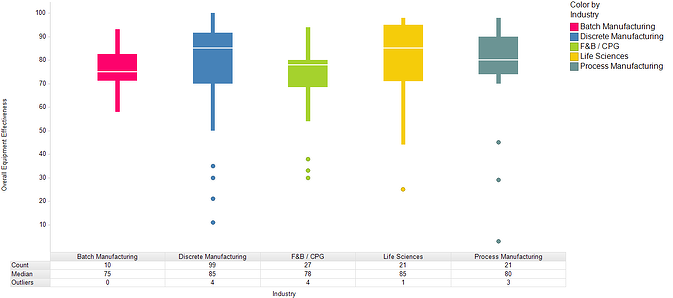
LNS Research’s benchmarking data shows there is wide variation in OEE from industry to industry but it goes even deeper than that. People have begun to place the emphasis on the O in OEE instead of where it belongs--on the E’s. The trend is for manufacturers to take their total output, average availability of all the equipment and planned design production capacity, and generate a single OEE metric for the entire operation. WRONG!
As the industry-by-industry numbers show, there is wide variation in OEE. Much of this stems from the fact that very different equipment is used to manufacture a cell phone versus an aircraft or to make pharmaceuticals. Even within an industry the processes and equipment to make one product may vary significantly from those to make another. Manufacturing a mass-marketed steel-bodied sedan is very different than manufacturing an aluminum-bodied luxury sports car, which is more like manufacturing a modern aircraft.
Even within like operations there can be variation based on equipment type and process complexity. So the 85% “world class” target could be lower than realistically achievable in one scenario while 70% might represent outstanding performance in another situation.
Using OEE Correctly
How then should you really use OEE to drive performance improvements? The answer lies in going back to the “E’s.” You need to measure equipment effectiveness, on a piece-by-piece basis. Think of it as “overall EQUIPMENT effectiveness," not “OVERALL equipment effectiveness."
What we are trying to measure is how effectively every single piece of production equipment is being used to execute its intended purpose, not how effective the aggregation of the manufacturing process is. The only time the aggregate number has any real meaning is if we are comparing identical plants, with identical equipment, manufacturing identical products from identical raw materials.
Does that mean a single plant or process OEE number is meaningless? Not exactly. Obviously overall plant OEE is a result of individual equipment performance. So using a single plant or process number is akin to using an “ideal weight” as your goal for your own body weight. Ideal weight numbers are a rule-of-thumb for what a male or female of average build should weigh for a given height. You might make that your general target but you adjust it based on your specific body type and lifestyle. You should do likewise with OEE. Think of it as an indicator of which direction you need to head but adjust it based on your plant’s “body type” and “activity level.”
OEE and Asset Performance Management
So if we focus on OEE by each process step/equipment it becomes pretty obvious that equipment performance is what we are measuring. As I noted in an earlier blog post, "Healthy Assets are the Foundation of a Healthy Business," asset health impacts availability, product quality, and production capacity. This means using OEE as a measure of your asset performance is an excellent way to gauge individual equipment performance. This means you track OEE for each individual piece of production equipment and as part of a continuous improvement cycle, strive to maximize it. Thus OEE becomes one of the key metrics you use in your overall asset performance management program.
While there is no direct or specific linkage to any particular approach to asset maintenance and OEE, there is the common denominator of OEE being tied to availability. Equipment availability is positively correlated with your maintenance approach. Reactive maintenance generally yields lower availability than preventative approaches which is lower than predictive which is lower than CBM approaches and so forth.
Incorporating OEE into an asset management approach also provides the multiplier from improved quality in that higher performing assets produce fewer defective products and machine center throughput is also increased. So OEE can provide a 3D view of asset performance in your APM program.
