We don’t need to be the ones to tell you everyone’s talking about big data, because if you’ve got pairs of eyes and ears then you see and hear about it everywhere. What we will tell you, though, is that interest in the topic seems to only be accelerating.
We have the opportunity to speak with industry executives numerous times a week, and it’s coming up more and more often.
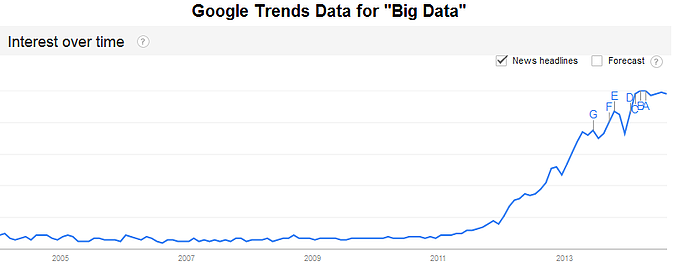
To validate this rise in interest, we can take a look at Google Trends data, which shows the relative popularity of search terms over time. You can see that “big data” really started taking off in 2011 and hasn’t slowed down much since (for reference, take a look at data on “cloud computing” and you’ll see the relative rise and fall of interest in the topic).
Interest may be at its highest—and rising—but action is something entirely different. And we seem to be hitting this inflection point where an increasing number of senior leaders are asking less questions like “What is big data?” And more questions like “How can I use big data to improve my operations?” In this post, we’ll address the latter.
Manufacturing Analytical Needs Over Time
Manufacturers have been collecting and storing data with intentions to use it for improving operations since the industrial revolution. While the fundamental motives for leveraging data haven’t changed much in the past 250 years, two major things have, especially when it comes to big data:
Change #1: Complexity of the Data
The fact of the matter is—big data has to do with far more than size. If that was the only factor, then many traditional solutions would be sufficient and this article would likely never even exist! Size, in addition to several other factors, makes big data a complex collection of information that traditional solutions cannot process. These include:
- Velocity: The rapid speeds at which data is being generated. It is generally real-time, time-sensitive streaming data.
- Variety: Data records may include varied forms of structured and unstructured data, unpredictable data set sizes, and unpredictable rates of exchange. Structured data generally has a set of predetermined parameters or fixed fields. It is the data most typically stored in relational databases or spreadsheets. Unstructured data may refer to data that does not have predefined parameters or fixed fields. For this type of data, there is no data model.
- Volume: And of course, there are the enormous sets of data, with transactions ranging from terabytes to as high as petabytes.
Change #2: Capabilities for Transforming Data into Intelligence
Between the three factors listed above, variety seems to surface as the biggest challenge of them all. Solutions providers have done a good job at keeping pace with rising data storage needs over the years. And, as long as Moore’s Law remains true, solutions should be able to continue to process increasingly faster and larger data transactions as time goes on.
Variety, however, is where a new wave of expertise has been needed in the development of solutions. Transforming rapidly incoming, large sets of structured and unstructured data into intelligence requires the creation of newer and better data models. This is where big data analytics come into play.
Big data analytics are equipped with advanced, often purpose-built data models. Despite the complexities listed above, big data analytics are increasingly being architected to mirror traditional analytics solutions, having intuitive and user-friendly interfaces as well as capabilities for data visualization, drill-down analyses, and role-based dashboards.
Answering the Question: “How Can I Use Big Data to Improve My Operations?”
In a recent survey, we asked Manufacturing Operations Management (MOM) executives and senior leaders about their thoughts on where big data would have the biggest impact. They were instructed to choose all that applied, and the results are presented below:
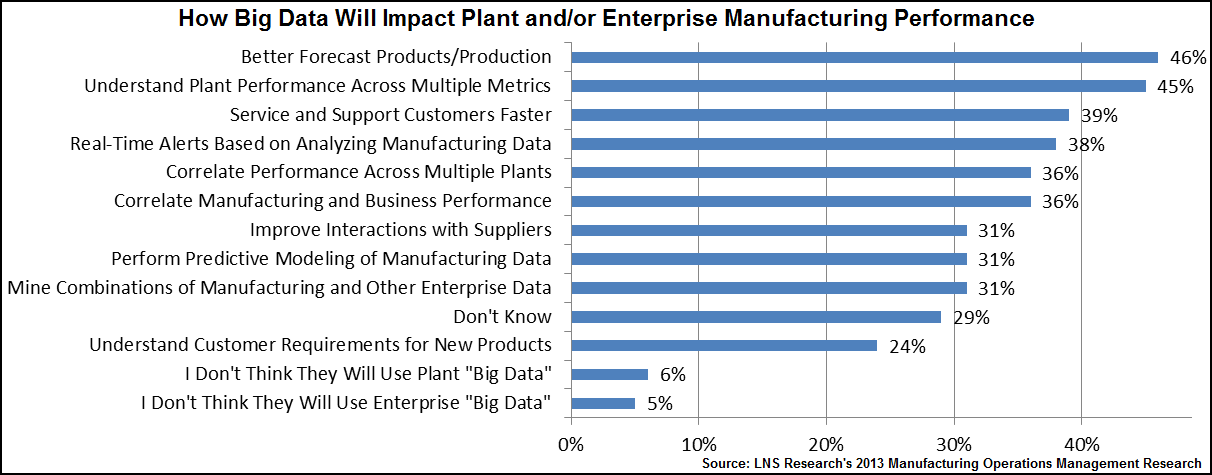
Almost 1 in 2 projected that big data will be used to better forecast production and also to understand plant performance across multiple metrics, while only 5 and 6% respectively felt they would not use it at the plant or enterprise level at all. That said, it’s clear respondents thought big data will have an impact on performance. But it’s important to keep in mind—big data by itself is virtually useless.
When used in combination with big data analytics, however, big data can provide operational insights—similar to those projected above—that were previously unthinkable by manufacturing leadership and data scientists alike. As solutions providers continue to invest in capabilities, the potential for previously unknown correlations to be discovered, and for informational silos to be broken down, is becoming greater.
If you’re thinking that the adoption of big data analytics is a far-off idea, think again. In 2013, 17% of manufacturers already had some form of big data analytics solution, and an additional 15% were in the process of planning a deployment within the next year. In the past decade, many companies have developed homegrown solutions, but more solutions providers are meeting those needs today.
One cautionary note to add—for the sake of inspecting both sides of the story—is that although we may be working with a ton of data in this big data era, it’s important to make sure it’s relevant. In The Visual Display of Quantitative Information, Edward Tufte shares a good example of how incorrect correlations can be drawn. He examines a close alignment between NYSE and London Stock Exchange indices and the amount of solar energy hitting the earth. You might draw the conclusion that the amount of solar energy drives stock prices based on the data, but, as Tufte described, it just happened to be a coincidence over a relatively narrow window.
So, when executives ask us the question, “How can I use big data to improve my operations?” we tend to ask about their manufacturing goals as well as their broader business goals. Because the use cases for big data are vast and quickly growing, but it is a matter of aligning their needs with both the relevant information available to their organization and the capabilities of today’s big data analytics solutions.
To sum things up, considering the big data sets already available in operations, coupled with new sources of data from areas like social media and the internet of things (IoT), if big data analytics aren’t on your mind, you’re seriously at risk of falling behind.
Want to be social? Share this article! (Twitter | LinkedIn | Bitly: http://bit.ly/1sRU50e).
